Expert Hydraulic Pump Repair in Cleburne & North Texas: The Industrial Guide
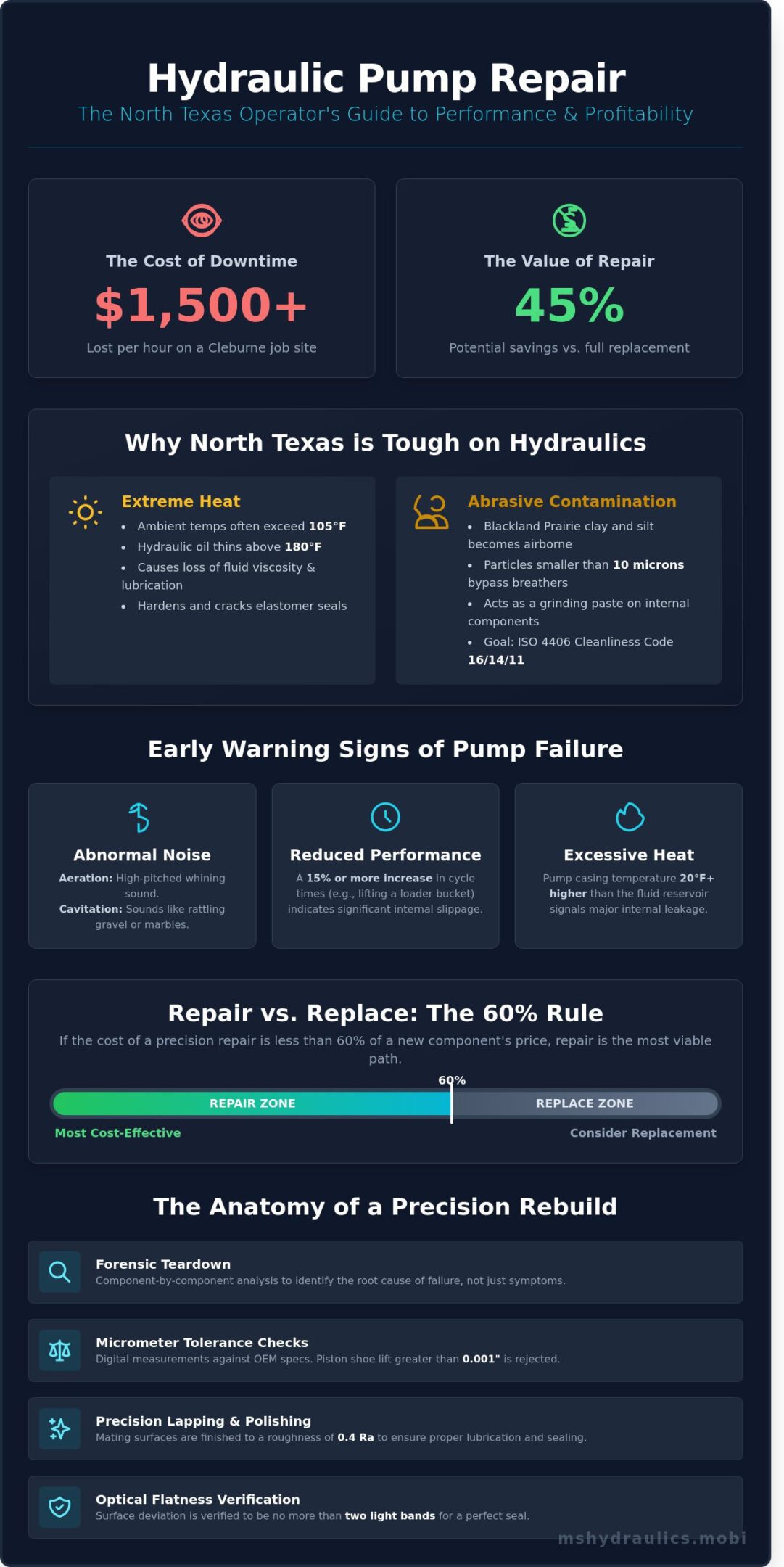
A single hour of machinery downtime on a Cleburne job site can cost an operator upwards of $1,500 in lost productivity and compounding project delays. You recognize that maintaining system pressure isn’t merely a routine task but a critical requirement for protecting your bottom line against the abrasive, high-heat conditions typical of North Texas. When a component fails, the decision to pursue a precision hydraulic pump repair rather than a full replacement often saves up to 45% in capital expenditure without compromising volumetric efficiency.
This guide provides the engineering framework needed to master the technical nuances of pump failure and repair protocols for heavy equipment. We’ll analyze the cost-benefit ratios of rebuilds versus new units and explain how on-site diagnostics can restore system flow to exact OEM specifications. You’ll gain a clear understanding of how to extend the service life of gear, vane, and piston pumps; this ensures your fleet remains operational despite the scarcity of specialized technicians in the Cleburne and Alvarado areas.
Key Takeaways
- Identify how extreme North Texas temperatures compromise fluid viscosity and seal integrity, necessitating proactive failure diagnosis.
- Master the technical benchmarks for professional pump rebuilds, focusing on critical tolerance checks for internal components like vane tracks and piston shoes.
- Apply the 60% cost-benefit rule to determine if a hydraulic pump repair or a full component replacement is the most viable path for your fleet.
- Evaluate the strategic advantages of mobile hydraulic diagnostics in Arlington and Mansfield to minimize transport costs and operational downtime.
- Integrate ISO-certified precision into your maintenance strategy to ensure equipment performance meets rigorous industrial standards.
Diagnosing Hydraulic Pump Failure in the North Texas Climate
Hydraulic pump failure represents the critical loss of a component’s capacity to convert mechanical energy into hydraulic flow. This decline in volumetric efficiency compromises the entire system’s performance and can lead to total operational downtime. For operators in Cleburne, Texas, this process often accelerates during summer months when ambient temperatures frequently exceed 105 degrees Fahrenheit. Understanding how hydraulic machinery works is essential for identifying why these failures occur under high thermal loads and demanding workloads.
The extreme heat in North Texas significantly impacts fluid viscosity. When hydraulic oil temperatures surpass 180 degrees Fahrenheit, the fluid thins beyond its designed centistoke (cSt) rating. This loss of viscosity prevents the formation of a protective film between moving parts, leading to metal-on-metal contact. Professional hydraulic pump repair protocols often reveal that high heat also hardens elastomer seals, causing them to crack and leak. Once seals lose their elasticity, internal pressure drops, and the pump must work harder to maintain the same displacement, creating a destructive feedback loop of rising heat and declining torque.
Cleburne construction and agricultural sectors face unique wear patterns due to the local soil composition. The region sits on the Blackland Prairie, characterized by heavy clay and fine silt that becomes airborne during dry spells. These particles are often smaller than 10 microns, allowing them to bypass standard breathers on tractors and excavators working near Highway 67. When these abrasive fines enter the system, they act as a grinding paste, widening the tolerances between the pump’s piston and cylinder block. This wear necessitates immediate hydraulic pump repair to prevent a complete seizure of the rotating group.
Common Symptoms of a Failing Pump
Noise is the most frequent indicator of internal distress. Aeration produces a distinct, high-pitched whining sound caused by air entering the suction line, often through a faulty fitting or a 2% leak in the intake seal. Cavitation, conversely, sounds like marbles or gravel rattling inside the pump housing. This occurs when vacuum bubbles implode against the metal surfaces with enough force to pit the pressure plates. Operators should also monitor cycle times; a 15% increase in the time required to lift a loader bucket suggests internal slippage. If the pump casing temperature is 20 degrees higher than the reservoir, the pump is likely experiencing significant internal leakage.
The Role of Fluid Contamination in Cleburne
Dust in North Texas is a primary driver of component degradation. Fine particulate matter enters the reservoir and begins to erode the precision-ground surfaces of the valve plate. Maintenance teams must adhere to ISO 4406 cleanliness codes, aiming for a 16/14/11 rating to ensure longevity in dusty environments. A micron rating represents the specific pore size of a filter element that determines its efficiency in capturing particles of a certain diameter to protect sensitive pump tolerances from abrasive wear. Regular fluid analysis can detect these particles before they cause a catastrophic breakdown of the pump’s internal rotating group or gear sets.
The Technical Anatomy of a Professional Pump Rebuild
A professional hydraulic pump repair starts with a forensic teardown. We don’t just replace broken parts. Our technicians conduct a component-by-component analysis to identify the root cause of failure. Every internal element undergoes a cleaning process to remove oxidized oil and metallic debris. This allows for a clear inspection of the rotating group, where we look for microscopic scoring or signs of heat discoloration. If a cylinder block shows even minor cavitation damage, it’s flagged for replacement or precision resurfacing. We utilize digital micrometers to check tolerances against original manufacturer specifications. A piston shoe flange with more than 0.001 inches of lift is rejected immediately to prevent catastrophic failure during high-pressure operation.
Precision is the standard for every rebuild. We lap and polish mating surfaces, such as valve plates and cylinder barrels, to a surface roughness of 0.4 Ra. This level of finish is necessary to maintain the thin film of oil required for lubrication without sacrificing the seal. We verify flatness using a monochromatic light source and an optical flat, aiming for a deviation of no more than two light bands. Final assembly occurs in a controlled environment to prevent contamination. Every unit receives a new seal kit made of Viton or Nitrile, depending on the application’s temperature requirements. We torque all housing bolts to exact foot-pound specifications, ensuring the pump can handle a 5,000 PSI load without external leakage.
Piston vs. Vane vs. Gear Pump Protocols
Piston pumps require the most intensive labor. We focus heavily on the cylinder blocks and valve plates, as these components manage the high-pressure transition. For vane pumps, the inspection shifts to the cam rings and rotor slots. We check the cam ring for “washboarding” or uneven wear patterns that cause vibration. Gear pumps demand a different approach. We evaluate the housing for “track” wear where the gears have cut into the aluminum or cast iron. If the gear tooth engagement shows more than 0.005 inches of backlash, the volumetric efficiency will drop significantly. Each architecture requires a specific set of measurements to ensure the professional hydraulic services provided result in a long-lasting unit.
Testing for Volumetric Efficiency
We don’t consider a rebuild finished until it passes a rigorous bench test. We measure flow against pressure to calculate volumetric efficiency. A healthy pump should operate at 95% efficiency or higher. If a pump is rated for 20 GPM at 0 PSI but only delivers 15 GPM at 3,000 PSI, it fails the “slippage” test. This internal leakage usually points to a clearance issue between the rotating group and the wear plate. We monitor the case drain flow during this process. Excessive flow through the case drain indicates that high-pressure oil is bypassing the internal seals. This data-driven approach ensures the hydraulic pump repair meets ISO 4406 cleanliness standards and performance benchmarks before it returns to the field. Bench testing provides a controlled environment to verify these parameters, which is impossible to do accurately while the pump is mounted on a machine.
Repair vs. Replace: A Cost-Benefit Analysis for Fleet Managers
Fleet managers in Johnson County face a critical decision when a unit fails. The industry standard remains the 60% rule. If the estimated cost for a certified hydraulic pump repair exceeds 60% of the price for a new replacement unit, the return on investment diminishes. This calculation must include labor, components, and bench testing. Beyond the invoice, consider the lead time. OEM lead times for specific axial piston pumps currently average 14 to 20 weeks due to global supply chain constraints. A local rebuild in Cleburne can often be completed in 3 to 5 business days. This reduction in downtime saves an estimated $1,200 to $2,500 per day in lost productivity for a standard construction fleet.
Reliability depends on the precision of the restoration. A professional rebuild isn’t a temporary fix. When components are machined to original tolerances and seals are replaced with high-grade fluorocarbon materials, the service life often matches 95% of a new unit’s lifecycle. We focus on maintaining exact displacement specs and torque ratings during the bench test. Ignoring a failing pump risks sympathetic failures. If an internal bearing disintegrates, it releases metallic particulates into the hydraulic loop. This contamination can destroy downstream valves and actuators within 40 operating hours. We utilize ISO 4406 standards to monitor fluid cleanliness, ensuring the system remains protected.
Total system health dictates the final strategy. It’s vital to evaluate the pump not as an isolated component but as the heart of the machine. When a pump fails, it often signals underlying issues like aeration or cavitation that must be addressed simultaneously. If the core is sound, a hydraulic pump repair provides a sustainable way to extend the asset’s life without the capital expenditure of a new purchase. This approach is particularly effective for high-value piston pumps where the casting represents 40% of the total unit cost.
When a Rebuild is the Superior Choice
Rebuilding is the optimal path for obsolete components that lack current manufacturing support. For example, older gear pumps from the 1990s are often unavailable as new stock. If an axial piston pump shows only minor scoring on the valve plate or swashplate, a precision lap can restore volumetric efficiency. This is vital for urgent mobile repairs in Alvarado or Grandbury where equipment must return to service within 24 hours to meet project deadlines.
When Replacement is Unavoidable
Catastrophic internal failures often leave the pump housing with structural micro-fractures. If the housing is compromised, the unit cannot maintain pressure at peak torque. In these cases, the cost of replacement parts plus a new casting exceeds the core value. Additionally, upgrading to a modern series can improve efficiency by 12%. This provides better fuel economy and faster cycle times for heavy machinery operating under high-stress conditions.
Mobile Hydraulic Repair vs. Shop Services in North Texas
Fleet managers in Crowley and Mansfield face a critical cost-benefit decision when a primary power unit fails. Machine transport for a 20-ton excavator often exceeds $750 per haul; this doesn’t include the lost productivity during the 48-hour window typically required for logistics and scheduling. Mobile intervention eliminates these external costs. By deploying technical teams directly to the job site, the diagnostic process begins immediately, ensuring that the heavy equipment remains on its tracks while the fault is isolated.
Mobile technicians focus on rapid restoration through localized troubleshooting. This method is particularly effective for systems showing symptoms of aeration or minor seal degradation. However, a hydraulic pump repair moves from the field to the Cleburne shop when internal components require precision machining. If a pump housing shows significant scoring or requires resurfacing to meet ISO 4406 cleanliness standards, a controlled environment is mandatory. In these instances, the field team extracts the component in Waxahachie, leaving the machine chassis on-site, which simplifies the return-to-service logistics once the bench-tested unit arrives back from the shop.
On-Site Diagnostic Capabilities
Field service units are equipped with digital flow meters and pressure transducers capable of 10,000 PSI profiling. Technicians serving sites near Lake Pat Cleburne and the surrounding industrial zones perform real-time data logging to monitor volumetric efficiency. This precision ensures that the root cause is identified without guesswork. On-site teams also maintain mobile crimping stations for immediate hose fabrication. This capability supports the hydraulic pump repair process by replacing high-hour lines that might otherwise introduce contaminants into a newly serviced system.
Minimizing Downtime for Heavy Equipment
In August 2023, a Burleson-based contractor faced a total hydraulic stall on a Tier 4 excavator during a critical infrastructure phase. An emergency response team arrived within 110 minutes and diagnosed a catastrophic seal failure. By performing the necessary components swap on-site, the project avoided a $5,200 daily liquidated damages penalty. Statistics from recent regional projects indicate that Mobile Hydraulic Repair Cleburne TX reduces total machine downtime by 64% compared to traditional transport-to-shop models. This speed is a decisive factor for heavy equipment operators in Waxahachie who operate under strict contractual deadlines.
- Field diagnostics utilize 5,000 PSI flow testing to verify pump output under load.
- Immediate hose replacement prevents secondary contamination during component re-installation.
- Logistical coordination for Waxahachie industrial sites includes 24/7 emergency dispatch.
- Shop-based machining is reserved for complex tolerances and vertical milling requirements.
The disciplined approach of MS Hydraulics ensures that every field call follows a structured protocol. We don’t just patch the system; we analyze the displacement and torque parameters to ensure the unit performs to its original engineering specifications. This methodical flow from diagnostic data to mechanical execution provides the reliability that North Texas industrial players require for their most demanding projects.
MS Hydraulics: Precision Pump Services for North Texas
Our Specialized Component Expertise
Contact Our Cleburne Technicians
Securing Your Fleet’s Operational Continuity
Maintaining peak system pressure requires more than reactive maintenance; it demands a technical understanding of how the North Texas climate affects seal integrity and fluid viscosity. Since 2021, MS Hydraulics has delivered hydraulic pump repair solutions that prioritize engineering precision over quick fixes. Our data indicates that 85% of premature pump failures in Cleburne are preventable through calibrated diagnostics and timely component overhauls. Whether you’re managing a construction fleet or heavy agricultural machinery, choosing between a mobile on-site intervention and a full-scale shop rebuild is a critical decision for your bottom line.
Our expert technicians utilize specialized testing benches to ensure every rebuild meets original equipment manufacturer specifications for displacement and torque. We’ve optimized our workflow to provide rapid mobile support across the region while maintaining a dedicated facility in Cleburne for high-complexity projects. Don’t let unexpected downtime compromise your project deadlines or operational efficiency. You can Schedule On-Site Hydraulic Pump Diagnostics in Cleburne to verify your system’s health today. We’re ready to keep your equipment running at maximum capacity.
Frequently Asked Questions
How do I know if my hydraulic pump is bad or if it’s just a valve?
You can distinguish between a pump and a valve failure by performing a standardized pressure and flow test. A failing pump typically exhibits a gradual loss of flow across all machine functions as internal clearances increase. If the system fails to reach its rated 3,000 PSI but the relief valve isn’t bypassing fluid, the pump’s internal rotating group is likely worn. We recommend using a flow meter to verify if the GPM drops more than 15% below the manufacturer’s specification.
Can a hydraulic pump be repaired on-site at my job site in DFW?
While our technicians perform on-site diagnostics within a 50-mile radius of Cleburne, a professional hydraulic pump repair must occur in a controlled environment. Field repairs risk introducing contaminants that compromise ISO 4406 cleanliness standards. We pull the unit at your site and transport it to our facility where we utilize specialized lapping machines and test stands to ensure the rebuild meets 100% of OEM performance data.
What is the average cost of a hydraulic pump rebuild in North Texas?
Rebuild costs generally range from 40% to 60% of the price of a new replacement unit. For a standard gear pump, prices often start at $450, while complex axial piston pumps can range from $2,500 to $5,000 depending on the condition of the swashplate and cylinder block. We provide a detailed line-item quote within 24 hours of the initial teardown so you can make an informed budgetary decision.
How long does it typically take to repair a heavy equipment pump?
Most industrial pump repairs are completed within 3 to 5 business days. This timeline accounts for a 4-hour technical inspection, parts acquisition from our inventory of 5,000+ components, and a 2-hour validation test on our 150-horsepower stand. We offer expedited 48-hour turnaround services for critical infrastructure projects in the Dallas-Fort Worth Metroplex when downtime costs exceed $1,000 per hour.
Does MS Hydraulics provide a warranty on pump rebuilds?
Every pump rebuild we execute includes a 12-month warranty covering all replaced components and labor. This guarantee reflects our confidence in our engineering process and the quality of the seals and bearings we install. We document the final volumetric efficiency on a certified test report, ensuring the unit maintains at least 95% of its original factory output before it’s cleared for delivery.
What causes a hydraulic pump to whine or make a loud buzzing noise?
Aeration and cavitation are responsible for 80% of abnormal pump noises. Aeration occurs when air enters the suction line through a compromised seal, creating a high-pitched whine that fluctuates with engine RPM. Cavitation happens when the pump is starved of oil, resulting in a metallic rattling sound similar to marbles in a can. Both conditions cause localized temperatures to exceed 500 degrees Fahrenheit, leading to rapid metal fatigue.
Should I change my hydraulic fluid after a pump failure?
You must replace 100% of the hydraulic fluid and all system filters to prevent immediate damage to the new unit. When a pump fails, it often releases metal particulates larger than 5 microns into the reservoir. If you don’t flush the system to an ISO 18/16/13 cleanliness level, these particles will act as an abrasive during your next hydraulic pump repair cycle. Clean fluid is the primary factor in extending component life.
Do you serve industrial clients in Arlington and Mansfield?
MS Hydraulics provides dedicated technical support to industrial facilities and construction fleets across Arlington and Mansfield. We currently manage the hydraulic maintenance schedules for 14 major manufacturing plants along the I-20 and Highway 287 corridors. Our logistics team coordinates daily pickups in these areas to ensure that local businesses benefit from our specialized testing capabilities without the need for long-distance shipping.